What Is FMEA?
FMEA stands for Failure Mode and Effects Analysis, and the name tells a lot about the process. FMEA is a structured method that aims to identify potential failures and their corresponding outcomes.
The FMEA process is considered a bottom-up approach; the analysis starts with specific data that builds up to form a more general plan of action. In this case, each component of the observed system is thoroughly examined for likely breakdown causes. For every identified breakdown scenario, corresponding effects should then be pointed out. This allows the organization to have an extensive map of failure modes and effects, organized according to their level of impact on the business.
Developing an FMEA process equips organizations with a strategy to identify potential breakdowns before they even occur. This process of risk assessment can streamline the efforts of maintenance teams towards efficiently increasing reliability.
Here’s what your reliability and maintenance team needs to know about it.
DFMEA and PFMEA: What Is the Difference?
FMEA can be broadly classified into two categories: Design FMEA (DFMEA) and Process FMEA (PFMEA). Each of these would concentrate on different areas, potentially coming up with more specialized findings.
Design FMEA (DFMEA)
Design FMEA relates to the way that a system, product, or service was conceptualized. As the name suggests, DFMEA focuses on the design aspect of a developmental process. It is primarily beneficial in testing out new product ideas before introducing them to real-life scenarios.
Process FMEA (PFMEA)
The nature of PFMEA differs slightly as it looks into current processes and procedures that an organization is already performing. PFMEA would typically address potential failures that can have significant impacts on usual operations. Some examples of business impacts are process stalls, human errors, and environmental and safety hazards. Because of its nature, PFMEA can be performed more effectively when historical data is available.
How Does FMEA Work?
FMEA works by collecting as much information from the production floor as possible. Maintenance and reliability teams, being closest to the equipment and processes, are valuable assets to provide a collection of ideas on how failures can potentially occur. The effects of each potential failure are then assessed. Finally, the severity of each of the effects is then rated and evaluated to form a weighted scale.
By assigning weights, FMEA effectively becomes an objective decision criteria that the organization’s functions can align to. A Risk Priority Number (RPN) refers to the risk value that each outcome amounts to. The RPN becomes the basis of whether or not teams should take actions to address a potential failure. It is important for the relevant teams to have the same level of understanding of the RPN and their corresponding actions.
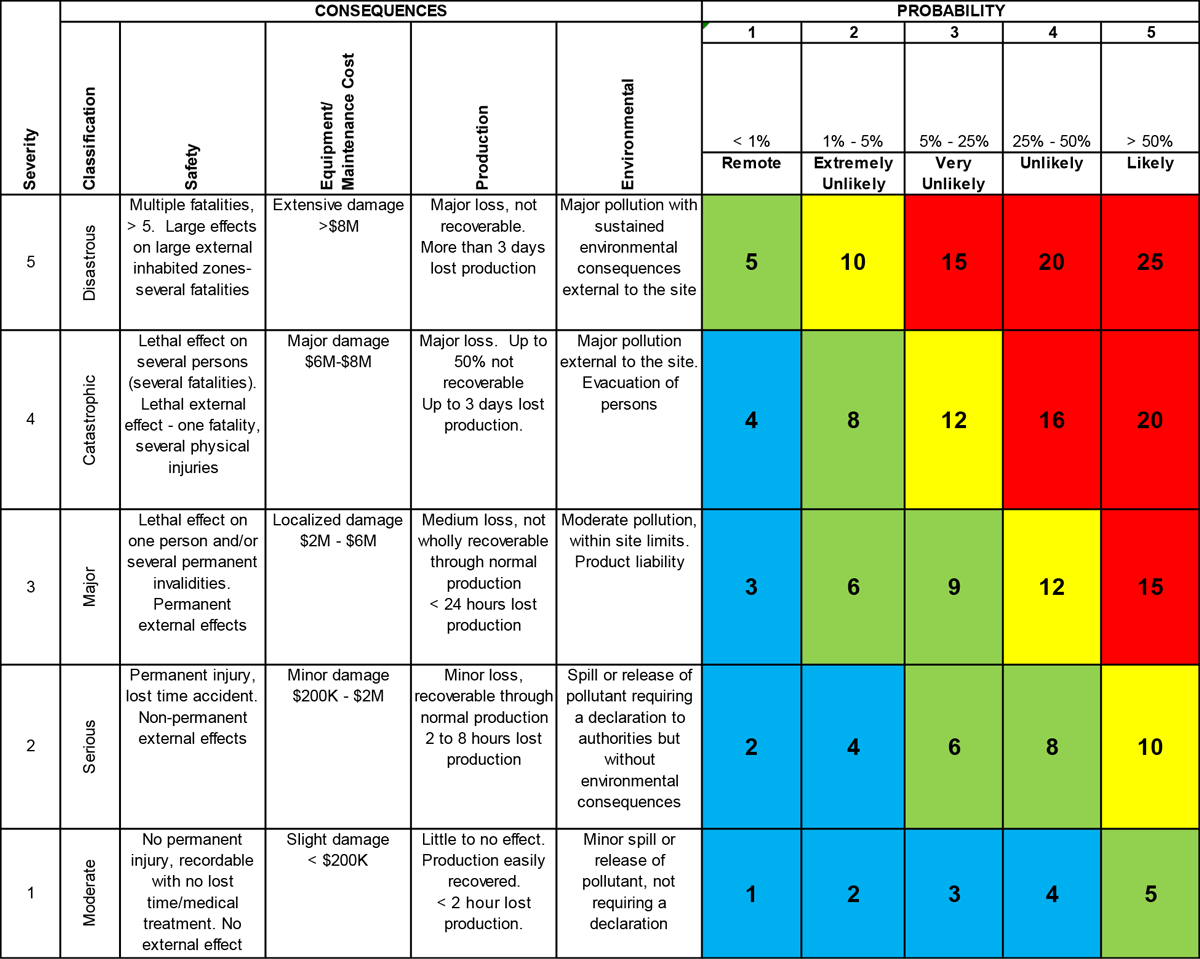
A sample of an FMEA matrix. Image courtesy of ReliabilityWeb.
What Are Failure Modes?
Failure modes describe the specific ways by which failures can occur. Different forms of FMEA will focus on different specific areas. For example, the object that is assumed to fail can be a component of an equipment, the equipment itself, a subsystem, a system, or even a certain process.
A set of failure modes can tell you a lot about the functional impact of a failure. In such cases, the levels of service that failure events allow are categorized into their respective groups. For example, to establish the level of functionality after a failure, a set of failure modes can resemble the following categories:
- Full function failure
- Partial or degraded function failure
- Intermittent function failure
- Over function failure
- Unintended function failure
When performing FMEA for more specific applications like physical equipment, failure modes tend to become more specific. For example, take the case of specialized equipment, such as a centrifugal pump. Failure modes for a pump can include hydraulic failure, mechanical failure, corrosion, or human intervention. As you could imagine, the list goes on as more types of equipment are analyzed.
What Are Effects in FMEA?
Effects describe the consequences or repercussions of an identified failure event. These effects can reflect a failure’s impact on safety, productivity, and overall reliability. To get the whole picture of the extent of a failure, it would help to think of an effect in at least three levels:
1. Local Effect
Local effects are the consequences of failure to the item being observed or items immediately adjacent to it. When looking at physical assets, for example, local effects might consider the consequences of having a faulty component such as a pump used in water circulation.
2. Next Higher Level Effect
As the name suggests, the next higher level effects would consider the impacts of failure on the larger subsystem that it affects. Following our equipment example, the next higher level effect of having a broken pump could describe consequences to the larger cooling system it belongs to.
3. End Effect
The end effect is the highest-level effect that considers repercussions to the whole system, facility, or organization. Again, continuing from our example, the end effect of a compromised cooling system might be delayed production schedules or worse, a complete standstill of operations.
With the failure modes and effects mapped out, the risk of each scenario occurring could be assessed more systematically. The steps to take given the failure modes and effects would then become more apparent after evaluating the other components of the FMEA process.
The Components of an FMEA Process
With long lists of failure modes and corresponding effects, the next challenge is building strategies to handle each scenario. An objective approach to quantifying the seriousness of failure events would be to identify the other components of the FMEA process.
Corresponding weights and values are assigned to each of the identified components to form a matrix. Examples of these components are listed below. The final value after evaluating this set criteria would give you a Risk Priority Number (RPN). You can think of the RPN as a score that gives you an idea of what needs your attention more urgently.
1. Probability of Failure
Think of the probability of failure as the likelihood that a component, equipment, or process would fail. A higher rating would mean that failure is almost certain. In assessing the probability of failure, it is important to consider the entirety of the lifetime of an asset. The seasonal fluctuations of failure events also need to be considered where applicable.
Accurately identifying the rating for this criterion could really use a combination of worker experience and robust historical data. Maximizing the use of a CMMS to collect historical data can lead the maintenance teams to data-driven assessments.
From a scale of 1 to 10, the following numerical ratings typically correspond to the following descriptions of the likelihood of failure:
- 1 – Extremely unlikely or no chance of experiencing failure or breakdowns
- 2 to 4 – Minimal chance of failure can occur as experience would show
- 5 to 7 – An occasional chance of failure can occur
- 8 to 9 – A high chance of failure is expected to occur
- 10 – An occurrence of failure is inevitable within the time frame observed
2. Detectability
Detectability answers the question: “Will there be a warning to allow the failure event to be avoided?” In this component of FMEA, easily detectable failure events are given a low rating, while events with no chance of detection are given the highest rating.
For example, with highly reliable sensors in place, a faulty HVAC system might have a relatively low detectability rating. Components with absolutely no way of detection should be given a high rating to reflect a potentially bigger problem.
3. Severity
Another factor considered in the calculation of risk priority is the severity of an identified failure event. Severity attempts to quantify the seriousness of an effect or series of effects, given a failure mode.
Because of the subjective nature of evaluating severity, this criterion is usually set by the company. One of the common ways to approximate the seriousness of failure effects is to calculate the monetary implications caused by a breakdown. Other factors such as safety hazards and nonconformance with government regulations are also factors that influence severity.
How to Start the FMEA Process
As with most company-wide initiatives, introducing a process such as FMEA is usually first approved by higher management. While suggestions and proactive measures may start from the actual workers, starting the FMEA process would require collective action that involves the whole organization.
After a green light has been signaled from the higher-ups, the process of gathering all requirements then follows. The following high-level steps are commonly found in FMEA processes. Think of this as a general checklist for starting with FMEA:
- Identify the component, equipment, system, or process to analyze.
- Assign a team and team leader that would kick off the process. In this stage, it is important to involve the right people closest to the operation.
- Describe what is being analyzed.
- Identify potential failure modes.
- Identify the effects related to the failure modes.
- Set the criteria for evaluating the risk of each failure mode and their effects. This would include the probability of occurrence, detectability, and severity.
- Design a method of prioritization based on the calculated Risk Priority Number from previously evaluated components.
- Take the necessary actions to eliminate or reduce identified risks.
- Measure the success of risk reduction after implementing the established actions.
What Are Some Tips for Successful FMEA Implementation?
The general steps to initiate FMEA in your organization have been enumerated in the previous sections. However, you are still left with a huge amount of freedom in terms of how you could apply a process such as FMEA to your organization.
To give you an idea of some ways to make this endeavor a guaranteed success, here are a few tips that might help:
1. Tailor-Fit the Evaluation Criteria
The way FMEA is carried out can vary widely from each organization, and they have certain differences for a reason. Companies will have their own business strategies and therefore focus on different aspects of their operations. To reflect this in your FMEA process, you should be strategic in assigning weights and identifying categories in your decision criteria.
2. Be Consistent With the Rating Scales Used Within the Organization
After identifying the criteria that best reflects your company’s objectives, it then helps to stick with a rating pattern. The consistency of your rating scales would be an effective way of aligning the organization towards common goals. Consistency allows you to seamlessly work within various groups and functions.
3. Identify Specific Risk Control Processes for Each Failure Mode
At the end of the day, FMEA is essentially a risk assessment tool. For it to be an effective tool, it is not enough to identify the failure modes and corresponding effects. Specific processes and procedures need to be in place to eliminate, or at least reduce, the risks identified.
4. Engage the Team
A lot of the information that goes into the FMEA process relies on the day-to-day experience of the workforce. By engaging the right people, you can ensure the reliability of your data. It is important to recognize the value that comes with the collective experience of your team.
5. Use Tools You Already Have
You can only gather so much information with the limitations imposed by our human capacities. A superpower that you might not realize is the tools that are running 24/7 in the background. CMMS programs that record equipment performance even when you’re not looking can provide you data sets that you might have overlooked manually. Coupled with a more-than-capable workforce, these tools can maximize the potential you already have.
What Are Some Common FMEA Mistakes?
Now that we’ve explored some useful tips for successful FMEA implementation, it also helps to look into potential pitfalls. Look out for these points when implementing FMEA procedures:
1. Timing Is Key – Do Not Perform FMEA Too Late
FMEA processes should be performed as early as the conceptualization stages of a new design or concept. The idea behind this process is to identify risks before they even occur. You want to be miles ahead of a potential breakdown. Starting FMEA while in the middle of design implementation complicates what would have been simple changes to the initial concept.
2. Unclear Ownership
The required actions you identify are only as good as the actual execution. Without clear accountability within the team, it doesn’t really matter how many plans you lay out. Clear ownership of the required actions should be established as part of the process.
3. Not Having Commitment
FMEA is not a one-time process. The effectiveness of implementing FMEA relies on the continual execution of agreed actions. Moreover, the real success of FMEA is establishing a culture that is always seeking continuous improvement.
4. Lacking Proper Documentation
Without a disciplined documentation process, you risk starting from scratch even after recurring scenarios. Actions or significant events that have transpired should be properly documented as a way to assist future teams who will face similar situations.
5. Failing to Identify the Root Cause
Coming up with solutions is under the assumption that you have identified the root cause of a problem. Without the diligence to confirm the root cause, time and effort could easily be put to waste. What’s worse, you might be convinced about rectifying an issue, only to find out the hard way that the problem still persists.
Conclusion
FMEA is an achievable process that offers substantial benefits to organizations of all types and sizes. Through FMEA, the risks associated with failure events are exhausted and systematically identified.
While the seriousness of failure effects can seem subjective, FMEA offers methods that quantify the repercussions of failures. This then allows the organization to perform actions that effectively reduce or even eliminate risks. Having a comprehensive FMEA process sets up organizations to be prepared.












